注塑制品常见缺陷及处理图文大全
注塑成型是生产塑料制品的主要方法,但在生产过程中,由于材料、工艺、模具或设备等因素,制品常会出现各种缺陷。了解这些缺陷的成因并掌握相应的解决方法,对于提升产品质量和生产效率至关重要。本文将系统性地介绍注塑制品常见的缺陷、其产生原因及处理对策,并辅以简要的图文说明,旨在为从业者提供一份实用的参考资料。
一、缺料/充填不足
图文示意:制品不完整,局部或整体未充满,形状不饱满。
主要原因:
1. 进料不足或料温、模温过低。
2. 注射压力、速度不足。
3. 流道或浇口尺寸过小,排气不良。
4. 型腔内有残留气体阻碍充填。
处理对策:
1. 检查并增加加料量,适当提高料筒和模具温度。
2. 提高注射压力和注射速度。
3. 扩大浇口和流道尺寸,优化排气系统(如增设排气槽)。
4. 确保螺杆行程和保压时间充足。
二、飞边/毛边
图文示意:制品分型面或模具配合处溢出多余的薄片状胶料。
主要原因:
1. 锁模力不足。
2. 模具分型面贴合不严、磨损或异物残留。
3. 注射压力过高或料温过高导致熔体粘度下降。
4. 机台模板平行度超差。
处理对策:
1. 检查并提高锁模力,更换更大吨位注塑机。
2. 检修模具,清理分型面,修复磨损部位。
3. 适当降低注射压力和料筒温度。
4. 调整机台模板平行度。
三、缩水/凹陷
图文示意:制品表面局部下陷,通常发生在肉厚区域或筋位背面。
主要原因:
1. 保压压力不足或保压时间过短。
2. 冷却不均匀或冷却时间不足。
3. 制品设计不当,局部壁厚过大。
4. 料温过高,收缩率增大。
处理对策:
1. 增加保压压力和保压时间。
2. 优化冷却系统(如调整水路),延长冷却时间。
3. 优化产品设计,使壁厚尽可能均匀。
4. 适当降低料温,选择收缩率较小的材料。
四、熔接痕
图文示意:制品表面出现的线状痕迹,是多股熔融料流汇合时未能完全融合所致。
主要原因:
1. 料温或模温过低。
2. 注射速度过慢。
3. 浇口位置或数量设计不当,导致熔体分流过多。
4. 原料中含有过多脱模剂或水分。
处理对策:
1. 提高料筒温度和模具温度。
2. 提高注射速度。
3. 优化浇口设计,改变料流汇合位置(如设置熔接痕于非外观面)。
4. 选用合适原料,充分干燥,减少脱模剂用量。
五、气泡/气孔
图文示意:制品内部或表面出现的空洞,有真空气泡和气体气泡之分。
主要原因:
1. 真空气泡(缩孔):冷却收缩时内部补料不足,多与缩水原因类似。
2. 气体气泡:原料含水分或挥发物;注射速度过快卷入空气;排气不良。
处理对策:
1. 针对缩孔,参考“缩水”对策,加强保压和冷却。
2. 充分干燥原料(如使用除湿干燥机)。
3. 适当降低注射速度,尤其在充填初期。
4. 改善模具排气(排气槽深度通常为0.02-0.03mm)。
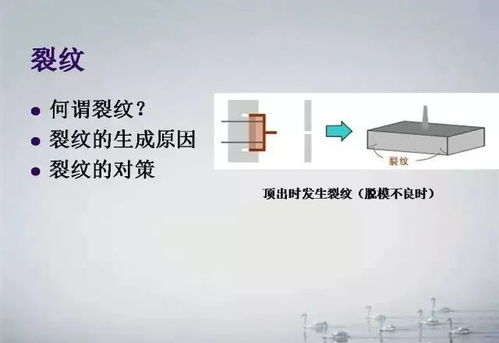
六、翘曲变形
图文示意:制品脱离模具后发生的形状扭曲,不平直。
主要原因:
1. 冷却不均匀,收缩不一致。
2. 制品结构设计不对称,壁厚差异大。
3. 顶出系统设计不合理,顶出力不均或过早顶出。
4. 成型工艺参数(如压力、温度)设置不当。
处理对策:
1. 优化冷却水路布局,使制品各部位均匀冷却。
2. 优化产品设计,保持壁厚均匀,增加加强筋。
3. 调整顶出系统,使顶出平衡、顺畅。
4. 调整工艺,如降低模温、延长冷却时间、使用定型夹具。
七、黑点/烧焦
图文示意:制品表面出现黑色或褐色斑点或条纹。
主要原因:
1. 料筒或喷嘴中有残留料,因过热分解碳化。
2. 注射速度过快,困气导致局部高温烧焦。
3. 模具排气极度不良。
4. 原料被污染或热稳定性差。
处理对策:
1. 彻底清洗料筒和螺杆,检查有无死角。
2. 适当降低注射速度,尤其是最后一段速度。
3. 大幅改善模具排气。
4. 检查原料清洁度,选用热稳定性更好的材料。
八、表面光洁度问题(银纹、喷射纹等)
- 银纹(料花):图文示意为丝状银色条纹。主因是原料含水分或挥发物,需充分干燥、降低料温、提高背压。
- 喷射纹:图文示意为蛇形蜿蜒纹路。主因是熔体通过小浇口时高速喷射进入型腔。需提高模温、改用扇形或搭接浇口、采用慢-快-慢的多段注射控制。
总结与学习建议
注塑缺陷的解决是一个系统性工程,往往需要从 “人、机、料、法、环、模” 多个维度综合分析。
- 系统分析:遇到问题时,应依次排查原料干燥、工艺参数设置、模具状态和设备状况。
- 图文记录:建立缺陷样板库,拍照记录每种缺陷的现象、原因和解决措施,便于快速诊断。
- 优先预防:优秀的产品和模具设计是预防缺陷的基础。在设计和试模阶段就应考虑潜在的成型问题。
- 参数优化:熟练掌握注塑机的多段注射、多段保压等高级功能,通过精细化调整工艺来克服缺陷。
通过持续学习、积累经验和系统分析,注塑从业人员可以显著提升解决质量问题的能力,从而生产出更优质、更稳定的塑料制品。
如若转载,请注明出处:http://www.hjhfq.com/product/3.html
更新时间:2026-06-18 13:42:47